I have had an interesting and rewarding life. I have always had interesting things to work with. My employments have always been interesting and challenging and I have learnt a lot through my work.
I worked with several Volvo companies from 1958 until end of 1999 and I continued as a consultant for Volvo companies some 8 – 9 years after my retirement. I am very international in my attitude and love to observe the differences in culture in various countries and parts of the world.
Traveling has also been my passion. I have had lots of opportunities with Volvo to travel and to live abroad.
Background.

I have always been fortunate to have an interesting job and being able to get involved in things which interest me. I have also always had a job, which was beyond my formal education level. On the other hand, I have been able to read up on topics I had to know more about. I have never had any real problems with not having an academic degree. Probably, I was lucky to be born at a time when it was still not expected or even required that everyone working at my level should have an academic degree. Being gifted with an open mind and a strong sense of curiosity, I managed to be on top of most of the problems that came my way and for which I was expected to come up with some solution.
What I did before I was involved in PDM, added a lot to my skills. I worked for 10 years as a Product Engineer developing trucks and busses. Part of that work was of course the Documentation of the Products and the Engineering Changes. I worked closely with the people at Parts, Manufacturing Engineering, Purchase Engineering, Sales Promotion and Marketing. I did Product Cost Calculations and followed the testing at the Laboratories and on the Test Ground. I did a lot of Strength of Material Calculations myself and followed up such calculations at our department for Strength of Material and Material Specification. I became involved in Product Planning and other activities related to the future development of trucks.
In other words, I learnt most of the business processes in the Volvo Company as it was in the 1960-ies i an intimate and practical way.
One important thing I did, was to analyze and describe the Volvo Product Development Process in 1967. I used the PERT (project evaluation and review technique) technique and a network diagram to describe the overall process. Not the best technique, perhaps, but that was what was available at the time. The idea was to try to find the critical path and if possible try to shorten it. The process at that time was the typical ”flow with waterfalls”: The next sub-process did not start until the previous sub-process was finished!
Since it was an internal job performed by an employee, it did not lead to any changes. Costly consultants were employed later to redo what I had done and that, typically, did not lead to any major changes neither. However, it was the first major attempt to describe the Product Development Process for truck development at Volvo AB.
There was of course iterative processes even then, but that was difficult to describe in a network diagram and make it understandable. Anyhow, I made a process description in this way and I learnt a lot by doing it!
Even after I started to work with PDM development, I continued to work with all kinds of people within the different Volvo and Volvo CE Companies. I usually came very early in contact with new companies bought by VME/Volvo Construction Equipment such as Michigan, Euclid, Åkermans, Zettelmeyer, Pel-Job and Champion Graders etc. while continuing to work with the companies from the earlier Volvo BM era.
With this background it became easier for me to understand what was needed and made it possible for me to be able to specify requirements for the PDM systems.
Also, each purchased company had of course their own Part Number System and we found lots and lots of parts that were the same but with different numbers and also lots and lots of same number but for different parts. I was in the midst of solving these problems. Good experience!
A couple of CVs and some nice words at my retirement.
Here is a pdf file (in Swedish) with two CVs written at different times in my career and a collection of appreciative words at my retirement. Reading this may add something to understand my very interesting (that is, interesting for me) life and diversified career.
My skill in the PDM Area
Through fate or by sheer luck I was drafted into a project supposed to replace the manual Parts Lists currently used by Volvo at that time. I found this a very interesting and intriguing area. The project was denominated as ”The TI Project” (TI for Technical Information) and was one of 20 sub-projects in the enormous VIS (Volvo Information System). We had a very experienced consultant from Knights in Chicago, Mr. Ben Laird Cody, who was a tremendous inspiration to the project during fall 1967 and winter and spring 1968. We also had a very good Project Team with just the right mix of experience and skill. The team consisted of Lennart Svensson as Project Manager and me from the user community and Kai Honnér and Kurt Karlsson from the Computer Department. In the very early phases we also had some input from Erik Skoog (the ”father” of the Volvo Duett and the Amazon) and Sune Windt (he dropped out early). Lars-Åke Cardeberg joined in later. There were of course a large number of programmers involved as well and there were also a lot of people involved with the migration.
In fall 1969 we launched the first computer-based Part List or BoM system at Volvo (KonstruktionsData 1969) intended as a tool for Product Engineering. The system was based on the ”IBM BoM Processor” and updated through tape encoders (instead of punch cards). It took quite a while before we had migrated all Product Documentation for all the Volvo Products from the manual parts lists to KD69. Here is what was written about KD69 in the current publication ”Modern Datateknik”.
While all the trucks, busses, cars with components were being migrated, I tried to convince the Product Development Manager, Arne Roos, that a single Product Model, N88, in theory could be produced in several million variants. He did not buy the reasoning, but the variety and complexion of Products actually manufactured have exploded since then.
The way Volvo defines and documents the Products and the pertaining equipment has been and is much better than what is used anywhere else: Product Variants and Function Groups!
During the development of the KD69 we also developed several processes to be used in connection with the new system. These were described by flow-diagrams. My network diagram was very often base for the discussions within the project, which led to the new processes.

The TI Project was the only project within VIS that was actually carried through and implemented as a complete system with new processes. During the next few years, it was used for cars, trucks, busses, marine engines with all constituent parts and components. All output was on paper. Various enhancements were proposed, and some were developed and implemented before KD69 was replaced.
However, the computer industry was maturing rapidly, and new possibilities were offered such as data bases, networks, terminals and real time computing. Volvo was also growing fast and was split up in divisions for Cars, Trucks and Busses etc. Each division was keen to develop their own flavor of PDM system: KDP at the Volvo Car Division and KOLA at the Volvo Truck and Volvo Bus Divisions. These systems replaced the old KD69 in 1981-1983 and they were all based on the original KD69 ideas, and they were all based on IBM IMS with DL/1 and later DB2 databases.

While working with the TI Project and the migration of data to the KD69 System, I was involved in a few other but related projects. One such project was to facilitate and promote the reuse of existing parts and existing solutions: Part Retrieval. I was leading a team within the Mekanförbundet (a joint federation of the Swedish mechanical industries) that produced a study (Mekanresultat) on this subject.
We never reached practical solution due to lack of adequate computer technology and lack of competence in database technique.
Almost CAD
Volvo Trucks Manufacturing Engineering decided in 1970 to invest in a new numerically controlled machine that could punch holes in straight side members. However, they had no idea about how to make it work. They knew that they would get a Customer’s Order with a certain configuration for a truck with a wheelbase, a selection between RHD and LHD, fuel tank size, 4×2, 6×2 or 6×4 (axle arrangement) etc. Somehow the configuration should result in which holes that would be necessary in each side member, left and right. I got the task to work out a solution for this, which I did.
However, I went one step further. I knew that since I would have the data about the side members as such and the data about all the holes in the side members related to the configuration of the truck, I could just as well plot selected parts or all of this on a Calcomp plotter. I was pursuing this solution in order to get rid of the old, manual side member drawings and at the same time achieve a practical way to check the positions of the holes and groups of holes if they were correctly updated. The position of holes and groups of holes we updated manually through punch cards, as the technique of the day.
The top management of Volvo Trucks Development did not see the point and preferred the manual way to use engineer produced manual drawings for documenting all the holes and their relative positions. The system was to be updated by the Manufacturing Engineers – not Product Engineering. Rather stupid from a process viewpoint! But they would have benefited from a possibility to verify hole positions on drawings produces by a plotter!
I know now that I was pretty close to being able to introduce a first very simple CAD System to Volvo Trucks in 1970/1971 but it was not anticipated by unimaginative, brainless managers in Volvo Trucks Product Engineering. I did not get any backing from the IT department neither – they did not understand it neither!
PROST (PROduct STructure)
At Volvo BM in Eskilstuna, they were making farm and industrial tractors, harvesters and forest machinery etc. They were a Volvo subsidiary since 1956 and they had developed their own flavor of KD69: ENS based on an early version of IMS with DL/1 databases and functionally with a lot of ”stolen” goods from KD69. When I joined Volvo BM in late 1978, they were planning to replace the system. I was appointed Project Manager for the Project as part of a larger project: MF80.
The first installation of PROST, Part Information, was done in March 1982, the next one, Product Identity and Tech. Authorization, in February 1983 and the last one in May 1984, the Product Structures and Engineering Changes. The Project was finished on time and on budget.
PROST was a major IT system development undertaking. In the end (May 1984) we had put in more than 54 man-years. I have saved the documentation on which all decisions were taken. Here are some of the documents and part of some:
- PROST decision documentation 1981
- PROST White Book 1985
- PROST How to realize the income and the feasability.
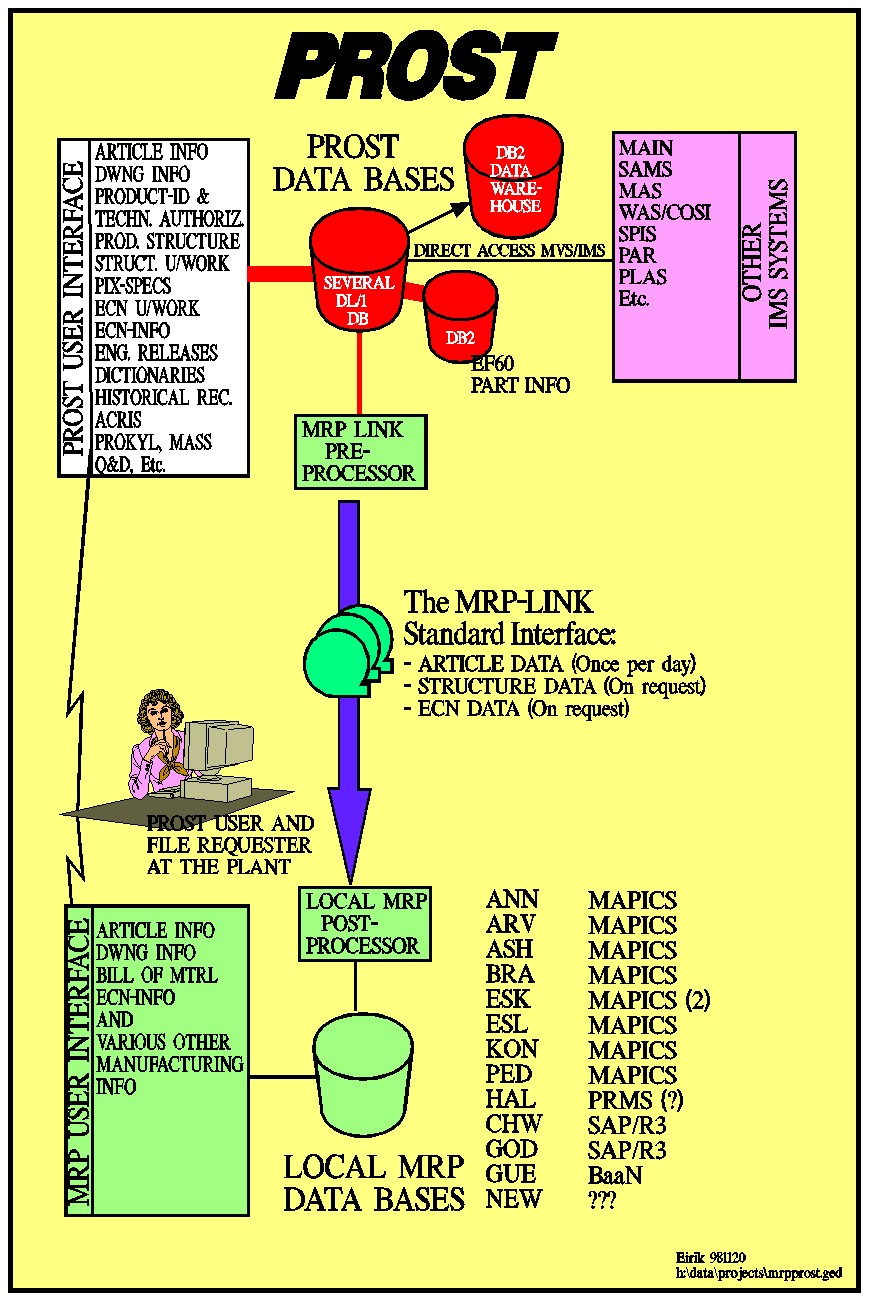
The PROST System consisted of a number of sub-systems: Part & Drawing Data, Product ID & Tech. Authorization (PI/TA), Product Structures, Under Work sub-systems for the creation of New Product Structures and ECNs, ECN administration, Release & Termination administration, Dictionaries, Historical Product Structures, Part cross references etc. and some system administration features. The PI/TA subsystem contains an interesting feature related to Life Cycle of Equipment Variants.
Basically, it was, from the start, serving two separate communities, Product Development (PROST-U) and Manufacturing Engineering (PROST-P). PROST-P contained much of the same info but also info about Assembly Station and Manufacturing Plant was added as well as information about the Effectivity of Change Notices. PROST-P was in use until the central Inventory control system was replaced by the MRP application MAPICS at each Plant in the late 1980-ies. It is PROST-U that lasted to the end of 2019.
MAPICS was later replaced by something else.
 Product Development and Manufacturing …..
Product Development and Manufacturing …..
literally anywhere in the world Volvo CE had Product Development and/or a Manufacturing Plant!
A unique and fantastic flexibility!
As a separate function we developed an application that could communicate useful information from PROST to any Manufacturing Plant and their MRP applications like Mapics, inventory control and manufacturing engineering. It was in fact a standardized interface between Product Engineering and Manufacturing Engineering that allowed Products to be developed and manufactured anywhere.
Another interesting feature was the way PROST solved a lot of Spare Parts problems. For each part we had a Spare Parts Code indicating whether the part was stored and sold as a spare part or not and indicating a few other properties. See the specification of the Part DB2 database. We also had a special Spare Parts Specification (BoM) which facilitated the work at the Spare Parts Department.
 Further development of PROST was started immediately after the project as such was finished in May 1974 and has been going on since then – at least until about year 2003. A major part of changes and enhancements was due to structural changes of the company and the Product Program. We switched from agricultural machines to construction machinery in a few years’ time. Volvo BM became a Group of Companies and an international enterprise by merging with American and other companies. The name of the enterprise changed from Volvo BM to VME (Volvo-Michigan-Euclid) to Volvo CE (Volvo Construction Equipment) with Wheel Loaders, Articulated Haulers, Rigid Haulers, Excavators, Graders etc of all sizes on the product program.
Further development of PROST was started immediately after the project as such was finished in May 1974 and has been going on since then – at least until about year 2003. A major part of changes and enhancements was due to structural changes of the company and the Product Program. We switched from agricultural machines to construction machinery in a few years’ time. Volvo BM became a Group of Companies and an international enterprise by merging with American and other companies. The name of the enterprise changed from Volvo BM to VME (Volvo-Michigan-Euclid) to Volvo CE (Volvo Construction Equipment) with Wheel Loaders, Articulated Haulers, Rigid Haulers, Excavators, Graders etc of all sizes on the product program.
 The initial PROST project group consisted of people from Product Engineering, Manufacturing Engineering and Systems Engineering with ties into Parts, Purchasing and other parts of the company. The core Project Group consisted mainly of me, Karl-Erik Manfred, Lars-Olov Gustavsson, Lennart Backmann, Göran Elvenger and Ronny Larsson. We had assistance of people from all around the company and there were so called user groups that should scrutinize the specifications we produced within the Project Group. We had, of course, a Steering Group, on top that should take the final decisions – the group that I had to convince about the benefits and the feasibility of the project.
The initial PROST project group consisted of people from Product Engineering, Manufacturing Engineering and Systems Engineering with ties into Parts, Purchasing and other parts of the company. The core Project Group consisted mainly of me, Karl-Erik Manfred, Lars-Olov Gustavsson, Lennart Backmann, Göran Elvenger and Ronny Larsson. We had assistance of people from all around the company and there were so called user groups that should scrutinize the specifications we produced within the Project Group. We had, of course, a Steering Group, on top that should take the final decisions – the group that I had to convince about the benefits and the feasibility of the project.
 PROST was based on the IBM IMS technique using DL1 databases. However, we normalized the 23 databases and used a lot of secondary indexes. That implied that they were a stable Data Model and base to build on during the years to come. We never had to make any fundamental changes, only additions. We added one DB2 database for part related data to be able to manage some later solutions and to allow SQL queries etc. Here is the related Data Model for the EF60 DB2 database. This document shows the amount of different data we captured and stored in the two parallel PROST Part Info Databases. Here is another document that may explain How big is PROST?
PROST was based on the IBM IMS technique using DL1 databases. However, we normalized the 23 databases and used a lot of secondary indexes. That implied that they were a stable Data Model and base to build on during the years to come. We never had to make any fundamental changes, only additions. We added one DB2 database for part related data to be able to manage some later solutions and to allow SQL queries etc. Here is the related Data Model for the EF60 DB2 database. This document shows the amount of different data we captured and stored in the two parallel PROST Part Info Databases. Here is another document that may explain How big is PROST?
The PROST processes were analyzed and documented i Flowcharts. Routines and system were described but most important was the PROST Wallhanging Descriptions of our own design. The document shows the Transactions existing in May 1984. For comparison, here is the equivalent Transaction Survey for 2004.
PROST became extremely integrated with downstream applications. Nearly every application downstream tapped into PROST to use the data in the PROST databases.
During my time at Volvo BM/VCE, I was also in charge of the introduction of CAD. We were a bit reluctant to this introduction since we had the idea that the CAD- tool should be able to add value to the actual creation process, not just to create drawings. When we started to evaluate CAD applications i 1981, they were mere drawing tools. In 1983 we took a closer look at some of the vendors and found Intergraph very promising. We started with Intergraph in 1984 (MEDS) and found that the application did not perform to our expectations. Later versions (EMS and Solid Edge) were far better but still not the answer to all our wishes. But Volvo BM had entered the CAD era.
I authored a paper in 1984 explaining my thoughts about the future of CAD and geometrics.
PROST was still, in 2012, the common PDM application at most product companies within Volvo Construction Equipment and will probably not be entirely replaced for quite a while. It was still up and running in spring 2016. PROST has been enhanced and supplemented with new functions in more modern technique but is still running under IMS on IBM mainframe computers.
A few years after PROST was in full production. The central system for Manufacturing Engineering and Inventory Control etc. was replaced by local systems at each manufacturing location, MAPICS. I was involved in the specification and development of an ”MRP-link” between PROST and these peripheral MRP systems – securing that they always had the information they required. PROST, MAPICS and the PROST/MRP-link made it possible to
Develop poducts anywhere and
manufacture them anywhere
An immense strength to any industrial establishment!
 In 1992 I began to look for ways to enhance the system with a Document Management Applications primarily related to Parts and Part Versions including CAD created documents. Later I became aware of the fact that it was now possible to acquire what was marketed as PDM commercial applications. PDM or LCM had become buzzwords. I also found out that most of the other Volvo Companies were starting to investigate similar ideas. In June 1995 I had the honor to arrange the first meeting with delegates from all Volvo Companies at Karmansbo Herrgård (Mansion) where we discussed a common approach to PDM. We all had old legacy PDM systems (15 – 20 years old) and they would be much older before we would have a chance to replace them. And we needed a whole lot of new functionality.
In 1992 I began to look for ways to enhance the system with a Document Management Applications primarily related to Parts and Part Versions including CAD created documents. Later I became aware of the fact that it was now possible to acquire what was marketed as PDM commercial applications. PDM or LCM had become buzzwords. I also found out that most of the other Volvo Companies were starting to investigate similar ideas. In June 1995 I had the honor to arrange the first meeting with delegates from all Volvo Companies at Karmansbo Herrgård (Mansion) where we discussed a common approach to PDM. We all had old legacy PDM systems (15 – 20 years old) and they would be much older before we would have a chance to replace them. And we needed a whole lot of new functionality.
I became involved in the Volvo PDM Project right from the start. I was one of the most experienced people with experience from several companies within Volvo and outside. The PDM applications investigated as possible replacements for the legacy PDM applications did not have very much to offer apart from more modern technique like client-server, infra structure, GUI etc. The old legacy applications (home brew) offered more usefulness to the users than the brand new PDM Vendor applications! However, the Vendor applications offered some functionality which we could not afford to develop our self and some which it would be stupid to develop our self.
I have been engaged in the specification of the Volvo PDM Requirements in the form of a business model with pertaining business rules. I have also been working with IBM/Dassault/Enovia in order to specify the Volvo Requirements on the Enovia applications. This work has been carried out in a Requirements Team together with representatives from the other Volvo Companies and some qualified modeling expertise from EuroSTEP.
The most significant development of this project was The Volvo Logical Platform. It was supposed to be the base of the requirements for a new Volvo PDM application.
Since neither ENOVIA, IBM nor Dassault had any possibility or willingness to even try to comply. The ENOVIA guy whom we had some confidence, Badari Panuganti, was replaced by marketing people from IBM and Dassault – people whose main interest was money and expensive contracts with Volvo. The project became political and not based on needs or focused on any result. IBM and Dassault did not have any application that was even close to matching PROST as is! However, they tried to sell what they had, and they asked Volvo to pay for the development/adaptation of the shit. That has cost Volvo a bundle!
Volvo Constructions Equipment managed to replace one of the sub systems, Article (Part) Data, but PROST Article Data was still needed to support the rest of PROST and numerous downstream applications.
In 2003 I sketched a way to enhance PROST to a level which would match the technical level of the current products. The solution would be very similar (almost transparent) to what was existing in the KOLA-system and would allow easy communication with applications based on KOLA information. But I could not compete with the ”experts” of IBM and Dassault.
Life was still interesting at the age of 63 and I still could learn a lot. In November 1998 I decided to stay in Eskilstuna with Volvo CE. I discontinued my work with the Volvo/Enovia/IBM/Dassault PDM Project. One reason for this was my family and being tired of the quarrels and politics and also all the travelling.
 There was also a new challenge that had popped up: new and adapted applications for Embedded Software (ESW) in the VCE Products. It became very urgent and important to develop the supporting applications to ESW and I was assigned the job as Project Manager for the development of these. There was already a solution developed by Volvo Trucks that could be adapted to Volvo CE and their products. What the Volvo CE ESW Project should be doing, was to interface existing Volvo CE applications to the existing Volvo Trucks applications – mostly within the PDM/LCM area.
There was also a new challenge that had popped up: new and adapted applications for Embedded Software (ESW) in the VCE Products. It became very urgent and important to develop the supporting applications to ESW and I was assigned the job as Project Manager for the development of these. There was already a solution developed by Volvo Trucks that could be adapted to Volvo CE and their products. What the Volvo CE ESW Project should be doing, was to interface existing Volvo CE applications to the existing Volvo Trucks applications – mostly within the PDM/LCM area.
Even this project was carried through on budget and on time!
So, what’s ESW?
Embedded SoftWare (ESW) is quite different from the previous type of electronics used in various products. The ESW type of electronics should be:
- fully adaptable to the customer order, i.e. it must be configurable.
- transferable between and compatible with the existing applications for Product Development. Manufacturing Engineering, Sales and Marketing, After Sales Services and local dealers workshops.
- Possible to develop further.
- Up-gradable in manufacturing and on products in the field with new or improved versions.
- possible to reinstall as new, if destroyed.
- possible to sell functions not available at initial delivery.
- etc.
After 42 years working with Volvo in different countries and in different positions and with very different tasks I was retired according to the general agreements between the ”Unions” in Sweden in December 2000. About half a year later a new law allowed people to continue their employment until 67 years of age. However, I had already founded my small consultancy firm right after retirement. I was in an advantageous position to offer my skill and experience as a consultant for many years to come.
In January 2001, immediately after my retirement, I got an assignment with Volvo Graders in Canada as a Project Coordinator for the implementation of ESW in their Grader Products. This assignment lasted for about 1½ year. Since then, I have had assignments with Volvo IT that beside the work at the office in Eskilstuna, Sweden, took me to Korea, Canada, France and Germany. I had one assignment in Germany in May 2004. I also have been assigned during 2005 and 2006 by Volvo CE Components in Eskilstuna as an expert on the ”Central ESW Applications” and of course PROST. My latest assignment was with Volvo Road Machinery in Hameln, Germany. I assisted in Adapting their internal applications and interfacing these to the central applications for ESW. This work was terminated early 2009.
I have always had the fortune to be working with some incredibly good colleagues. The willingness to find optimal solutions was always there. We never had any problems with prestigious or stingy participants in the project groups. The success of the projects was of course just as much related to the people around me as it was to me personally. I have been lucky to have the right people in my projects.
A replacement of a Part-related subsystem in PROST was implemented fall 2006. However, it will still take several years to have a full replacement of PROST. Volvo CE and Volvo IT had som hard times due to low sales of their products and a general recession in Sweden as well as in the rest of the world for Construction Equipment and Trucks and this will not boost the development of a PROST-replacement.
However, I met Ola Widén in November 2016, and he told me that VCE will start a new project with the aim to replace PROST. They have obviously given up the idea of replacing PROST with the Volvo Trucks system KOLA and also the later attempt of using Windchill as a replacement.
According to a reliable source working at Product Engineering at Volvo Construction Equipment, PROST was still in December 2018 very much up and running.
Lars-Olov Ågren called me late 2019 from Thailand and told me that he was now busy removing users out of PROST and that PROST would be entirely obsolete in January 2020.
However, he had called Danne Brådd in January 2023 and told him that he was still busy with systems administration of PROST! Still not quite dead!
Lasse was the last systems administrator and user support. But now handling it from Thailand.
PROST survived almost 40 years in operation and that is not bad for any computer application!
Of course, PROST as it was 2019, was not exactly what is required to-day. But many of the functions as such, despite a technique that is regarded as obsolete, are very good. – – and it is running at an extremely low cost compared to the commercial PDM/LCM/PLM applications of to-day! There are also functions that should have been replaced many years ago since the Product complexity has outgrown the available logic.